A léptetőmotorok finomhangolásának nagyon kezes módja az alábbi makró CoreXY rendszernél, lehetővé teszi a gyorsulások és sebességek tesztelését a konfiguráció módosítása nélkül.
Mivel az X és Y végálláskapcsolók használatával derít fényt a lépésvesztésre, sensorless homing használatával csökkenhet a pontossága.
Alapesetben a printer.cfg-ben beállított értékekkel futtatja a tesztet, de megadhatunk tetszőleges sebesség és gyorsulás értékeket is, majd a SEND gomb lenyomásával elkezdődik a teszt.

A teszt elején és végén lefut a GET_POSITION makró, ami kiírja a konzolra a fej végállásban felvett "abszolút pozícióját", ezen értékek különbségéből derül ki, hogy veszített-e lépést bármelyik stepper a teszt során:
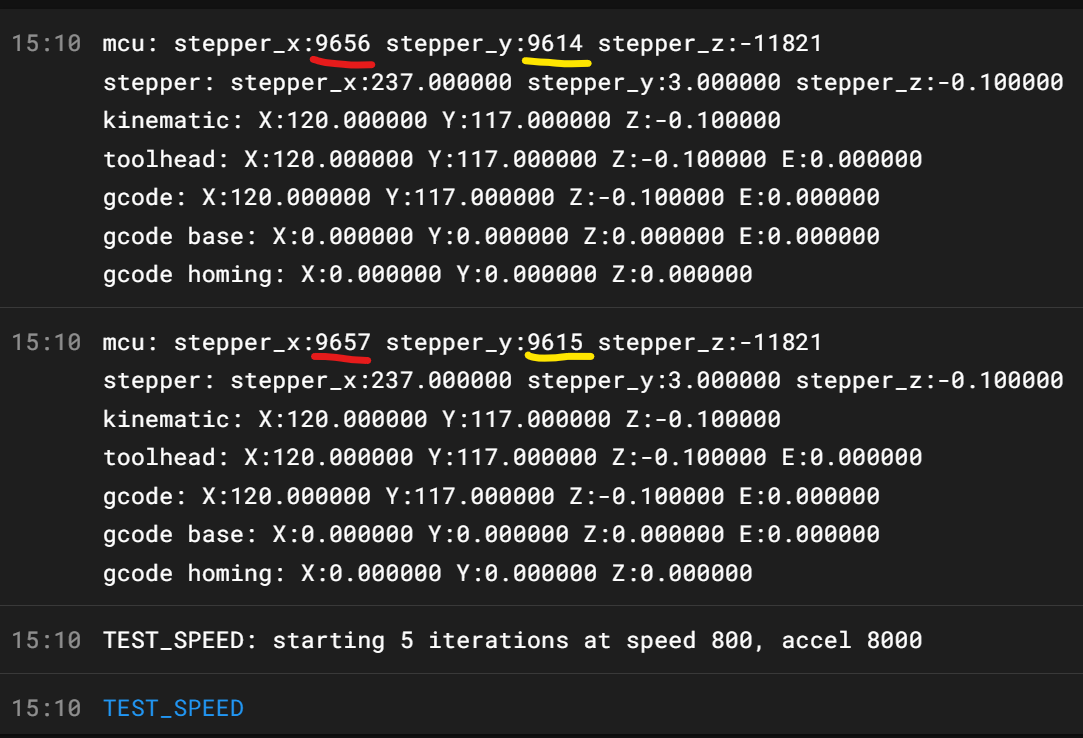
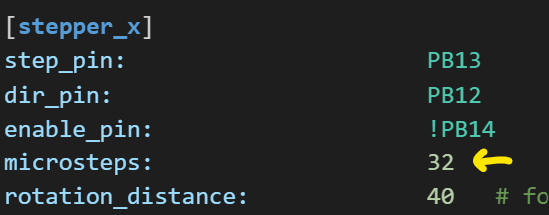
Ha az "alsó" és a "felső" stepper_x értékek különbsége kisebb, mint a beállított microstep (és ugyanez igaz a stepper_y értékek különbségére is) akkor nem veszített lépést a rendszer.
[gcode_macro TEST_SPEED]
gcode:
# Speed
{% set speed = params.SPEED|default(printer.configfile.settings.printer.max_velocity)|int %}
# Iterations
{% set iterations = params.ITERATIONS|default(5)|int %}
# Acceleration
{% set accel = params.ACCEL|default(printer.configfile.settings.printer.max_accel)|int %}
# Bounding inset for large pattern (helps prevent slamming the toolhead into the sides after small skips, and helps to account for machines with imperfectly set dimensions)
{% set bound = params.BOUND|default(20)|int %}
# Size for small pattern box
{% set smallpatternsize = SMALLPATTERNSIZE|default(20)|int %}
# Large pattern
# Max positions, inset by BOUND
{% set x_min = printer.toolhead.axis_minimum.x + bound %}
{% set x_max = printer.toolhead.axis_maximum.x - bound %}
{% set y_min = printer.toolhead.axis_minimum.y + bound %}
{% set y_max = printer.toolhead.axis_maximum.y - bound %}
# Small pattern at center
# Find X/Y center point
{% set x_center = (printer.toolhead.axis_minimum.x|float + printer.toolhead.axis_maximum.x|float ) / 2 %}
{% set y_center = (printer.toolhead.axis_minimum.y|float + printer.toolhead.axis_maximum.y|float ) / 2 %}
# Set small pattern box around center point
{% set x_center_min = x_center - (smallpatternsize/2) %}
{% set x_center_max = x_center + (smallpatternsize/2) %}
{% set y_center_min = y_center - (smallpatternsize/2) %}
{% set y_center_max = y_center + (smallpatternsize/2) %}
# Save current gcode state (absolute/relative, etc)
SAVE_GCODE_STATE NAME=TEST_SPEED
# Output parameters to g-code terminal
{ action_respond_info("TEST_SPEED: starting %d iterations at speed %d, accel %d" % (iterations, speed, accel)) }
# Absolute positioning
G90
# Set new limits
SET_VELOCITY_LIMIT VELOCITY={speed} ACCEL={accel} ACCEL_TO_DECEL={accel / 2}
# Home and get position for comparison later:
G28
# QGL if not already QGLd (only if QGL section exists in config)
{% if printer.configfile.settings.quad_gantry_level %}
{% if printer.quad_gantry_level.applied == False %}
QUAD_GANTRY_LEVEL
G28 Z
{% endif %}
{% endif %}
G0 X{printer.toolhead.axis_maximum.x} Y{printer.toolhead.axis_maximum.y} F{30*60}
G4 P1000
GET_POSITION
# Go to starting position
G0 X{x_min} Y{y_min} Z{bound + 10} F{speed*60}
{% for i in range(iterations) %}
# Large pattern
# Diagonals
G0 X{x_min} Y{y_min} F{speed*60}
G0 X{x_max} Y{y_max} F{speed*60}
G0 X{x_min} Y{y_min} F{speed*60}
G0 X{x_max} Y{y_min} F{speed*60}
G0 X{x_min} Y{y_max} F{speed*60}
G0 X{x_max} Y{y_min} F{speed*60}
# Box
G0 X{x_min} Y{y_min} F{speed*60}
G0 X{x_min} Y{y_max} F{speed*60}
G0 X{x_max} Y{y_max} F{speed*60}
G0 X{x_max} Y{y_min} F{speed*60}
# Small pattern
# Small diagonals
G0 X{x_center_min} Y{y_center_min} F{speed*60}
G0 X{x_center_max} Y{y_center_max} F{speed*60}
G0 X{x_center_min} Y{y_center_min} F{speed*60}
G0 X{x_center_max} Y{y_center_min} F{speed*60}
G0 X{x_center_min} Y{y_center_max} F{speed*60}
G0 X{x_center_max} Y{y_center_min} F{speed*60}
# Small box
G0 X{x_center_min} Y{y_center_min} F{speed*60}
G0 X{x_center_min} Y{y_center_max} F{speed*60}
G0 X{x_center_max} Y{y_center_max} F{speed*60}
G0 X{x_center_max} Y{y_center_min} F{speed*60}
{% endfor %}
# Restore max speed/accel/accel_to_decel to their configured values
SET_VELOCITY_LIMIT VELOCITY={printer.configfile.settings.printer.max_velocity} ACCEL={printer.configfile.settings.printer.max_accel} ACCEL_TO_DECEL={printer.configfile.settings.printer.max_accel_to_decel}
# Re-home and get position again for comparison:
G28
# Go to XY home positions (in case your homing override leaves it elsewhere)
G0 X{printer.toolhead.axis_maximum.x} Y{printer.toolhead.axis_maximum.y} F{30*60}
G4 P1000
GET_POSITION
# Restore previous gcode state (absolute/relative, etc)
RESTORE_GCODE_STATE NAME=TEST_SPEED